










 EDGECAM Waveform
EDGECAM Waveform
Waveform è standard in EDGECAM, senza ulteriori costi necessari. Impegno costante di Materiale
La strategia di Sgrossatura è una tecnica di lavorazione ad alta velocità che mantiene l'impegno utensile costante, garantendo un asportazione del materiale coerente. L'utensile si muove con moto fluido onde a evitare bruschi cambi di direzione mantenendo costante la velocità della macchina utensile.
Caratteristiche :
- Riduce i tempi di ciclo
- Aumenta vita dell'utensile
- Aumenta i tempi tra manutenzioni della macchina
- Impegno utensile costante
- Incremento elevato
Impegno Costante nel Materiale Sebbene la strategia concentrica possa sembrare molto più funzionale, il problema nasce negli spigoli in quanto il carico utensile aumenta notevolmente,con conseguente elevata usura utensile. In realtà, l'operatore è obbligato a diminuire i parametri di taglio per compensare il problema, con conseguente aumento dei tempi di lavorazione.La strategia Waveform mantiene l'impegno costante e i parametri possono rimanere ai valori ottimali aumentando la vita utensile e riducendo usura e i rischi di rottura.
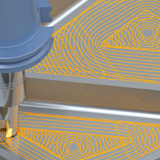
La Strategia Waveform Per mantenere l'impegno costante il ciclo utilizza la filosofia di lavoro "da grezzo a pezzo". Questo riduce i tagli interrotti, in particolare sulle regioni esterne, questo mantiene la presa utensile per un tempo più elevato senza stacchi e riattacchi. Tradizionalmente, i cicli generano una serie di offset del componente fino ad incontrare il grezzo. Questo porta alla generazione di un percorso discontinuo con spigoli vivi.
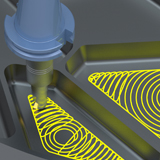
Nelle tasche l'utensile entra in elicoidale fino al primo incremento ed apre la tasca in modo da poter creare una spirale continua fino al bordo. Eventuali angoli vengono ripresi alla fine.
Regolazione Automatica Impegno Utensile Per mantenere costante l'impegno utensile ed il carico truciolo, il percorso si adatta continuamente.
Quando l'area di lavoro è un zona concava l'impegno utensile aumenta. Il ciclo modifica lo step tra passate per mantenere costante l'asportazione.
Quando l'area di lavoro è una zona convessa l'effetto è opposto. Poiché il materiale è esterno al particolare, la lavorazione è continua e l'aportazione rimane costantemente con il valore impostato.
Percorso Utensile Fluido Per assicrare che la velocità della macchinaa sia costante e li avanzamenti elevati, il ciclo viene generato con movimentii fluidi. Questo evita inversioni e bruschi rallentammenti degli assi ed evita vibrazioni nella macchina e nel componente.
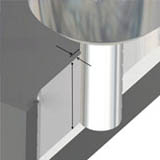
Collegamenti nel Percorso Utensile I collegamenti interni al percorso sono generati tenendo in considerazione le imposazioni di alta velocità del ciclo e della macchina.I collegamenti muovono l'utensile nel prossimo punto di riattacco utilizzando il metodo più breve e più veloce. Nei colegamenti brevi l'utensile rimarrà in profondiità, al contrario si muoverà in rapio alla poizione di riattacco
Rimanere a Profondità Quando l'utensile rimane in profondità il percorso automaticamente si muoverà attorno al grezzo quando richiesto. Nei movimenti in profondità è possibile impostare una distanza di distacco per fare in modo che l'utensile non sfreghi sul piano lavorato.
Intefaccia Semplice L'utilizzo del ciclo, non necessitàdi modifiche al post processor ed in più, per gestire la strategia, son preseti 3 semplici parameri. Questo assicura unaa semplicità di utilizzo, incluso nel classico Ciclo di Sgrossatura.
Lavorazione a Incremento Pieno (Lavorazione Alta Velocità) La Sgrossatura Waveform migliora notevolmente la lavorazione standard e garantisce una costante di asportazione del materiale. Inoltre, questa strategia consente la lavorazione ad alta velocità, anche dei materiali duri.
Utilizzando il tagliente completo viene sfruttato tutto il tagliente, e non, come in precedenza, solo la parte finale dello stesso. L'asportazione è ridotta permettendo l'evacuazione rapida del truciolo e diminendo il carico e conseguente flessione del'utensile. In questo modo viene prolungataa la vita utensile.
E' rportato di sseguito un esempio di lavorazione di materiali duri, sia in millimetri che in pollici.
| Materiale | Acciaio SS1650 | Titanio 6AL4V |
|---|---|---|
| Utensile | Fresa Piana D=10 mm | Fresa Piana 1/2 Pollice |
| Profondità | 20mm | 3/4 Pollice |
| Asportazione | 10% | 10% |
| Avanzamento | 5700mm/min | 50 Pollici/min |
| Giri Mandrino | 9500 G/min | 3128 G/min |